Synthetic Diamond Powder Properties: A Practical Guide to Grade Selection
Most industrial Synthetic diamond powder is manufactured using High Pressure High Temperature (HPHT) technology, enabling manufacturers to control crystal structure, particle shape, purity, and particle size far more consistently than is possible with natural diamond. These synthetic diamond powder properties directly affect abrasive performance. Diamond crystal strength, particle shape, friability, particle size distribution (PSD), purity, and thermal stability all influence cutting efficiency, tool life, surface finish, and production consistency in cutting, grinding, lapping, and polishing applications. Diamond crystal strength, particle shape, friability, particle size distribution (PSD), purity, and thermal stability all influence cutting efficiency, tool life, surface finish, and production consistency in cutting, grinding, lapping, and polishing applications.[1].
Choosing the right synthetic diamond powder grade helps improve tool life, cutting efficiency, process stability, and surface quality while reducing production costs and downtime. This guide explains the key properties of synthetic diamond powder and how they can be used to select the most suitable grade for different industrial applications.

Why Does Uniform Crystal Strength Matter?
If you’re struggling with inconsistent grinding results, premature tool failure, or unpredictable surface finishes, the issue might not be your process—it could be your synthetic diamond powder. Unlike natural diamond, which can vary significantly from particle to particle, synthetic diamond powder can be engineered for a more uniform crystal strength distribution.[2]
For synthetic diamond particles, a uniform crystal strength distribution results in a more consistent response under load, leading to predictable wear behavior, stable cutting performance, and reliable tool life. This is particularly important for monocrystalline diamond powder used in cutting, grinding, and wear-resistant applications, where crystal strength directly influences tool performance. When the strength distribution is well controlled, particles tend to wear, micro-fracture, or be released from the bond more uniformly, helping maintain cutting efficiency and produce consistent surface finishes.
By contrast, a broad strength distribution can lead to uneven performance. Some particles may fracture prematurely, while others become excessively dull before being removed from the bond, causing fluctuations in cutting efficiency and surface quality. In certain applications, particles with excessively high strength may remain firmly anchored in the bond after becoming dull, resulting in wheel glazing, increased grinding temperatures, and reduced material removal efficiency[3].
In industrial applications, crystal strength is commonly evaluated using the Toughness Index (TI).
What is TI (Toughness Index)?
In industrial applications (e.g., cutting tools, abrasives), TI is a standard quality control metric the testing process takes aspecific sample of diamond grit and subjects it to aggressive, controlled mechanical impact inside a testing machine. This gives:
- TI Value: The TI value is simply the percentage of the diamond particles that resisted the impact and maintained their original size.
- Scale Rating: Higher TI percentages (e.g., 80% to 90%) indicate stronger, highly impact-resistant diamonds. Lower percentages denote weaker or more friable diamonds that are designed to fracture intentionally to create new, sharp edges during use.
Crystal strength (TI) recommendations by bond type and application
| Bond type / application | Recommended TI range | Consequence of incorrect TI |
|---|---|---|
| Resin-bond wheels | 70–80% | Below 70%: rapid wear. Above 80%: pullout, not fracture |
| Metal-bond tools (hard matrix) | 85–92% | Below 85%: premature crushing. Above 92%: unnecessary cost |
| Metal-bond tools (soft matrix) | 75–85% | Below 75%: too weak. Above 85%: poor retention |
| Loose abrasive lapping (single use) | 55–65% | Higher TI wastes money on unneeded strength |
| Wire drawing dies | 85–90% | Below 85%: die surface degradation |
How Does Particle Shape Affect Abrasive Performance?
Have you ever switched to a new batch of industrial diamond powder only to find that your grinding results are now erratic, with uneven material removal and/or shorter tool life? The problem may not be in the hardness or the size of the diamond particles, but the actual particle shape.
Particle shape fundamentally impacts how diamond powder interacts with the workpiece surface[4], and ignoring this issue is one of the fastest ways to introduce inconsistency into your abrasive process.
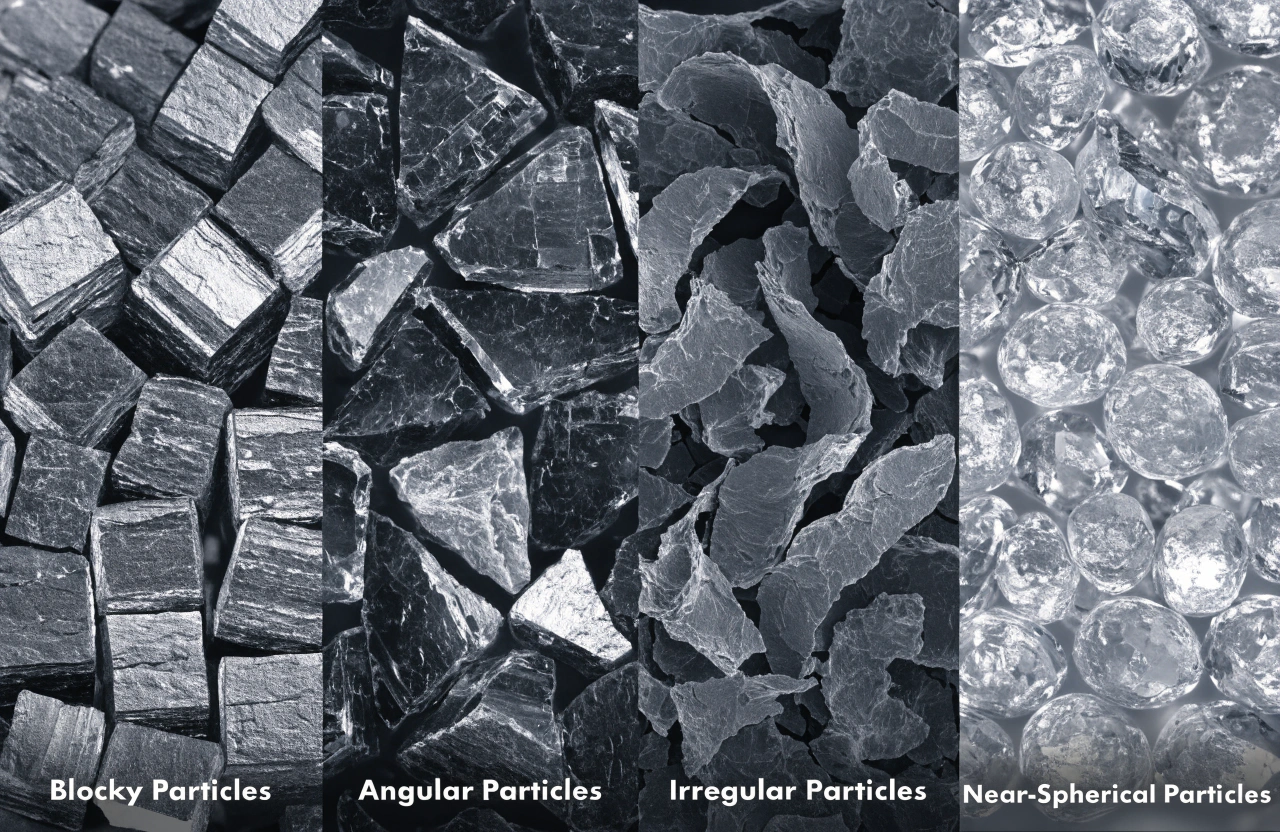
The particles in diamond powder have a few different shapes that can be used.
-
Blocky Particles – Typically exhibit relatively high circularity (often >0.75) and low aspect ratio, providing strong load-bearing capability and good bond retention.
-
Angular Particles – Generally have lower circularity (approximately 0.55–0.75) with sharper edges and vertices, resulting in more aggressive cutting action and faster material removal.
-
Irregular Particles – Contain mixed crystal morphologies with intermediate circularity characteristics, offering a balance between cutting efficiency and durability.
-
Near-Spherical Particles – Characterized by high circularity (often >0.85) and a more uniform geometry, helping improve scratch control and surface consistency during lapping and polishing.
Typical particle shape recommendations by application
| Application | Recommended Shape | Main Benefit |
|---|---|---|
| Saw blades and drilling tools | Blocky | High strength and excellent bond retention |
| Metal-bond grinding tools | Blocky | Long tool life and stable grinding performance |
| Resin-bond grinding wheels | Angular or Irregular | Good cutting efficiency and self-sharpening |
| Rough grinding | Irregular | Balanced stock removal and durability |
| Loose abrasive lapping | Angular | Effective material removal and continuous edge renewal |
| Precision lapping | Irregular or Blocky | More uniform scratch patterns and improved process stability |
| Fine polishing | Near-Spherical | Improved surface finish and reduced scratch depth |
| Optical and semiconductor polishing | Near-Spherical | Excellent surface quality and minimal subsurface damage |
Particle shape should be considered together with crystal strength, friability, and particle size distribution. A shape that works well for cutting or grinding may not be suitable for lapping or polishing, so selecting the right combination is important for achieving the desired tool life, cutting performance, and surface finish.
How Does Friability Affect Self-Sharpening?
Friability determines whether the synthetic diamond crystals in a powder fractures or are extracted whole from the bond.
A powder with high friability contains brittle crystals that regularly undergo micro-fracturing during use[5]. Each fracture exposes a fresh, sharp cutting edge, enabling the tool to maintain its cutting efficiency continuously without external intervention. For this reason, crushed diamond powder is often preferred in grinding applications that require a combination of high cutting efficiency and controlled self-sharpening behavior.
Conversely, a powder with low friability consists of tough crystals that resist fracturing; they gradually become dull and rounded. Because they do not break, these dulled crystals are eventually pulled out of the bond entirely, leaving voids and reducing cutting effectiveness.

Friability should not be confused with crystal strength (TI). A diamond powder may have a high TI value while still exhibiting controlled micro-fracturing during use. In many grinding applications, the best performance comes from balancing strength and friability rather than maximizing either property alone.
Why Is Particle Size Distribution Critical for Consistent Results?
Have you ever run a grinding or polishing process that seemed perfectly set up, only to see surface finishes vary from one batch to the next even though no processing parameters had changed? The overlooked variable may be the particle size distribution (PSD) of the diamond powder being used. This is particularly important for micron diamond powder, where even small variations in particle size can significantly affect surface finish, scratch depth, and material removal consistency.
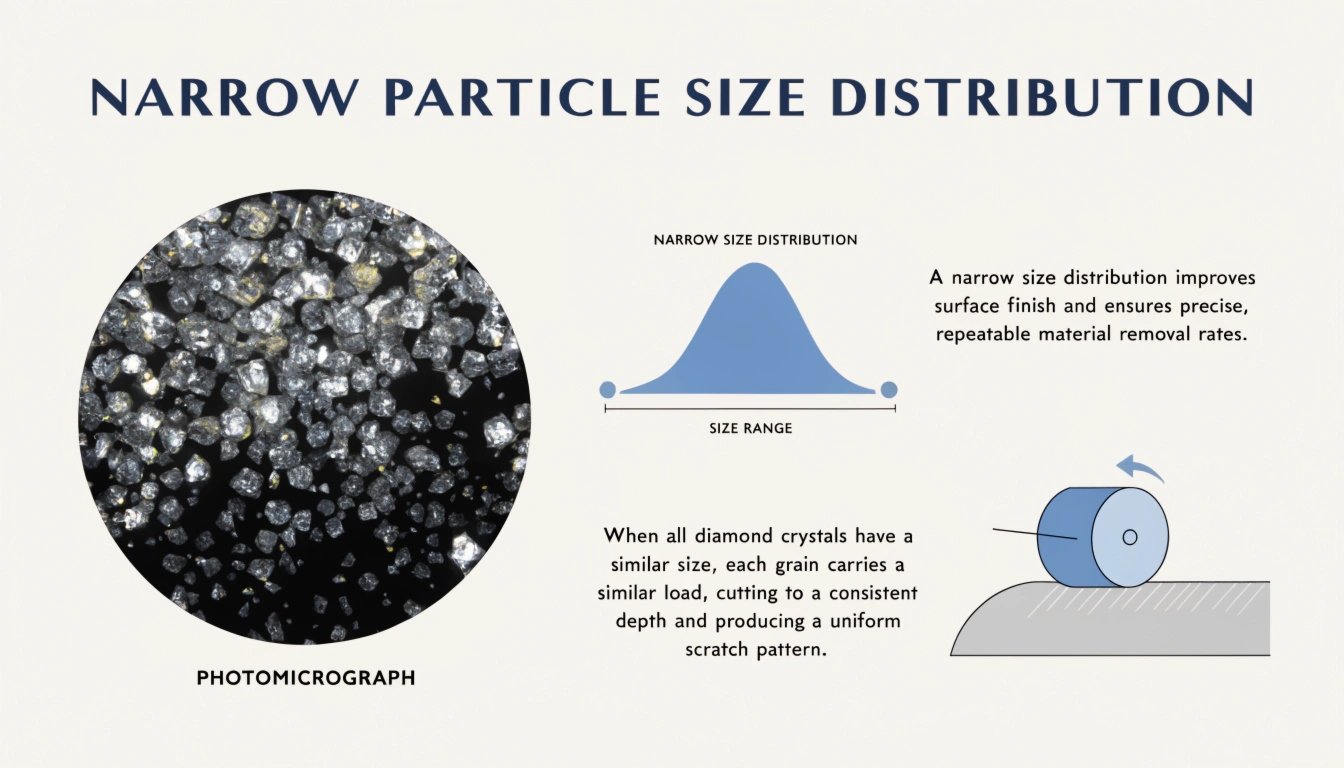
Narrow size distribution is essential because it improves surface finish and ensures precise, repeatable material removal rates[6] in manufacturing processes. When all particles in a micron diamond powder fall within a tight size range, each grain carries a similar load, cuts to a consistent depth, and produces a more uniform scratch pattern.
By contrast, a broad particle size distribution can lead to inconsistent material removal and variable surface quality. Fine particles may contribute little to cutting and primarily burnish the surface, while oversized particles can create deeper scratches than expected. The result is less predictable surface finishes, greater process variation, and reduced production consistency. For example, a 6-micron powder with a broad distribution, typically a span greater than 1.8[7], may contain fine particles that mainly burnish the surface and coarse particles that create deeper scratches.The result is an inconsistent finish and unpredictable cycle times that make efficient production nearly impossible.
Typical PSD Requirements for Different Applications
| Application | Typical D50 | Maximum D90 | Suggested Span |
|---|---|---|---|
| Rough Grinding | 30–60 μm | ≤100 μm | ≤1.8 |
| Standard Lapping | 9–15 μm | ≤30 μm | ≤1.5 |
| Precision Lapping | 3–6 μm | ≤10 μm | ≤1.3 |
| Fine Polishing | 1–3 μm | ≤5 μm | ≤1.2 |
| Ultra-Precision Polishing | 0.25–1 μm | ≤2 μm | ≤1.0 |
These values should be considered as general guidelines rather than strict specifications. The optimal PSD depends on factors such as the workpiece material, processing conditions, and required surface finish.
How Do These Properties Work Together?
Individual diamond powder properties should not be evaluated in isolation. In real applications, crystal strength, particle shape, friability, and particle size distribution work together to determine cutting efficiency, tool life, surface finish, and overall process stability.
For example, high crystal strength alone does not guarantee good performance. A very tough diamond with low friability may resist fracture, but can eventually become dull and cause wheel glazing. Conversely, a highly friable diamond may maintain sharp cutting edges, but wear too quickly if the crystal strength is insufficient.
Particle shape and PSD also influence how effectively strength and friability are utilized. Blocky particles are often preferred for cutting and heavy-duty grinding because they combine high strength with good bond retention. Near-spherical particles, on the other hand, are commonly used in polishing applications where uniform scratch patterns and surface quality are more important than aggressive material removal.
The table below shows how different properties are typically prioritized in common applications.
| Application | Most Important Properties |
|---|---|
| Cutting (sawing, drilling) | High strength, blocky shape, good thermal stability |
| Grinding (metal bond) | High strength, controlled friability, stable shape |
| Grinding (resin bond) | Moderate strength, moderate friability, narrow PSD |
| Lapping | Controlled friability, narrow PSD, shape consistency |
| Polishing | Narrow PSD, shape consistency, purity |
| Precision Polishing | Very narrow PSD, near-spherical shape, high purity |
This is why grade selection is rarely based on a single parameter. The best-performing diamond powder is usually the one that provides the most suitable balance of properties for a specific application rather than the highest value in any individual category.
How Do Purity and Thermal Stability Affect Diamond Powder Performance?
While crystal strength, particle shape, friability, and PSD determine how a diamond powder cuts or grinds, purity and thermal stability determine how consistently those properties are maintained during use and processing.
High-purity synthetic diamond powder helps maintain cleaner cutting behavior, more stable dispersion, and more consistent surface quality, particularly in precision lapping, polishing, and high-temperature applications. Impurities such as residual catalyst metals or graphitic carbon can affect crystal integrity, increase wear, and reduce process stability.
Common Contaminants and Their Effects
| Contaminant | Source | Primary Effects |
|---|---|---|
| Iron (Fe) | HPHT catalyst, milling equipment | Particle agglomeration, uneven distribution, surface scratching |
| Nickel (Ni) | HPHT catalyst | Can influence crystal strength and increase premature fracture |
| Manganese (Mn) | HPHT catalyst alloy | Residual stress leading to particle breakdown |
| Graphitic Carbon | Incomplete diamond conversion | Reduced cutting efficiency and increased tool wear |
In addition to purity, thermal stability becomes increasingly important when diamond powders are exposed to elevated temperatures during tool manufacturing or operation.
Thermal stability is commonly evaluated using the Thermal Toughness Index (TTI), which measures how much of a diamond crystal's original toughness is retained after heat treatment. A higher TTI indicates better resistance to thermal degradation and improved suitability for applications such as brazing, metal-bond sintering, vitrified tools, and PCD manufacturing.
General TTI Requirements by Application
| Process | Peak Temperature | Typical TTI Requirement |
|---|---|---|
| Resin-bond wet grinding | <300°C | Not critical |
| Resin-bond dry grinding | 600–700°C | Moderate |
| Metal-bond sintering | 750–900°C | High |
| Vitrified bond firing | ~850°C | High |
| PCD manufacturing | >1400°C | Very High |
The grinding zone can often reach several hundred degrees Celsius during operation.[9] Under these conditions, poor thermal stability can reduce crystal strength and accelerate wear. In extreme cases, diamond may partially graphitize, resulting in significant performance loss.
Friability vs TI vs TTI
Although these terms are often discussed together, they describe different characteristics of synthetic diamond powder.
| Feature | Friability | TI | TTI |
|---|---|---|---|
| Measures | Controlled micro-fracture behavior | Impact resistance at room temperature | Strength retention after heat exposure |
| Best predicts | Self-sharpening behavior | Cutting and grinding performance | High-temperature performance |
| Most important for | Grinding applications | General cutting and grinding | Brazing, sintering, dry cutting |
For most room-temperature cutting and grinding applications, TI is usually more important than TTI. However, for brazed tools, dry cutting, metal-bond sintering, and other high-temperature processes, TTI often becomes the more critical parameter because it reflects how much crystal strength remains after thermal exposure.
How Does Grade Selection Ensure Consistency?
Grade selection is the process of sorting diamond crystals into specific categories based on strength, shape, friability, toughness, and particle size distribution. This allows manufacturers to match the requirements of a specific application to the most suitable diamond material, whether it is synthetic diamond grit for cutting and grinding tools or synthetic diamond powder for lapping and polishing applications.
The table below provides a practical starting point for matching diamond powder properties with common applications.
Diamond Powder Grade Selection by Application
| Application | Strength | Shape | Friability | PSD | Why These Properties Matter |
|---|---|---|---|---|---|
| Cutting (sawing, drilling) | High | Blocky | Low | Standard to Broad | High strength and blocky crystals resist impact loading, improve crystal retention, and maximize tool life. |
| Grinding (resin bond) | Medium | Angular | Medium | Narrow | Controlled self-sharpening helps maintain cutting efficiency while a narrower PSD improves grinding consistency. |
| Grinding (metal bond) | High | Blocky | Low | Standard to Broad | Strong crystals withstand heavy grinding loads and remain securely held in the bond for longer service life. |
| Lapping (loose abrasive) | Low to Medium | Angular or Irregular | Medium to High | Narrow | Controlled fracture and a narrow PSD help maintain cutting action and produce a more uniform scratch pattern. |
| Polishing (general finishing) | Medium | Irregular to Near-Spherical | Medium | Narrow | Surface finish becomes more important than removal rate, making shape consistency and PSD critical. |
| Precision Polishing (optics, dies, semiconductors) | Medium | Near-Spherical | Low to Medium | Very Narrow | Uniform particle shape and tight PSD help minimize scratch depth and improve surface quality. |
No single diamond powder grade is suitable for every application. The best selection is usually a balance between crystal strength, particle shape, friability, and particle size distribution based on the required material removal rate, tool life, and surface finish.
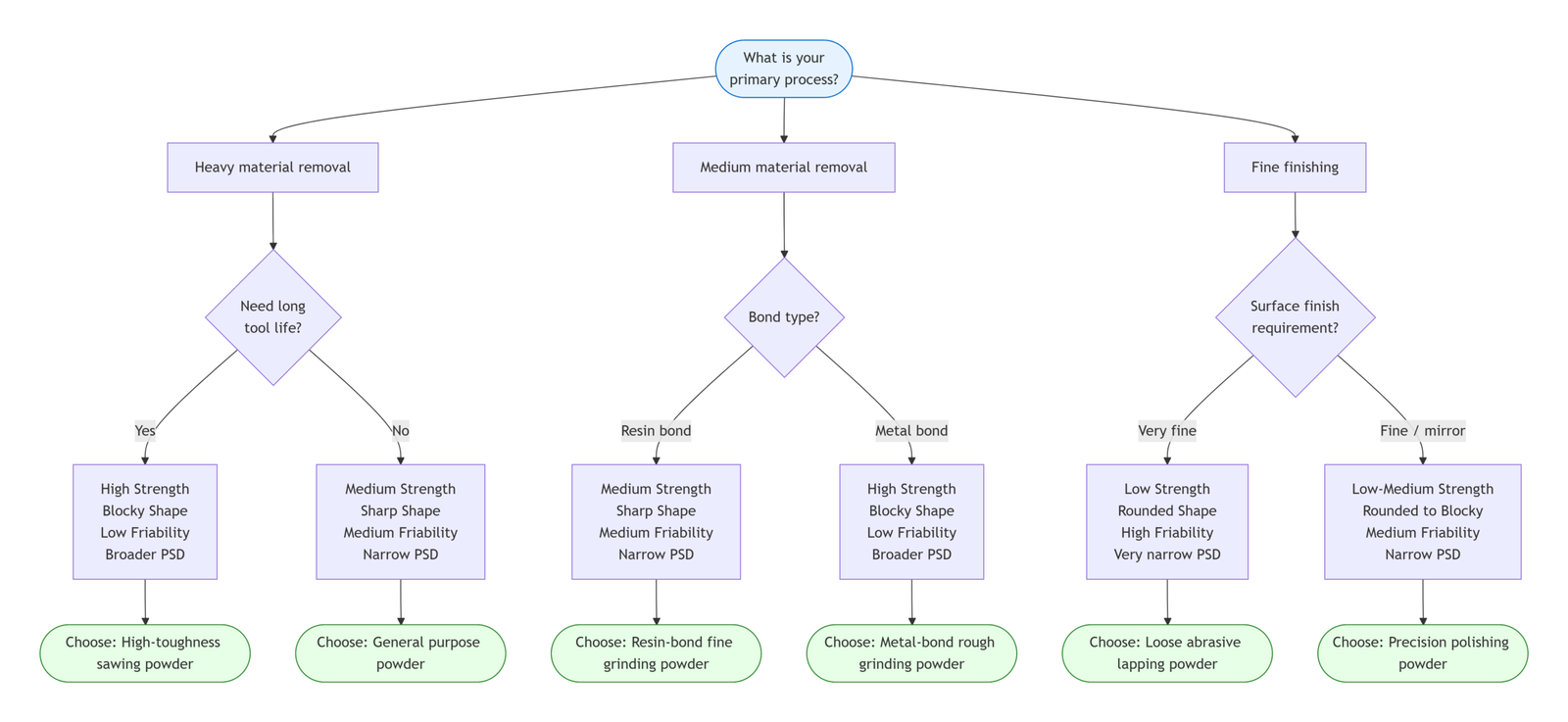
The chart below provides a practical starting point for selecting a suitable diamond powder grade based on application requirements and key material properties.
For applications with unique processing conditions or demanding performance requirements, additional evaluation may be required beyond standard grade selection. Crownkyn Diamond can assist in reviewing the application and recommending a suitable synthetic diamond grit or diamond powder grade for testing.
By matching crystal strength, particle shape, friability, and PSD to the requirements of the application, manufacturers can achieve more consistent performance, longer tool life, and improved production efficiency.
How Crownkyn Diamond Can Help
Selecting the right diamond powder grade is not always straightforward. Two powders with the same particle size can produce very different results because of differences in crystal strength, friability, particle shape, purity, thermal stability, and particle size distribution.
When evaluating a new application, I usually start with a few basic questions:
- What material is being processed?
- Is the application cutting, grinding, lapping, or polishing?
- What bond system is being used (if applicable)?
- Are there any current issues, such as excessive wear, glazing, poor surface finish, or inconsistent tool life?
- What performance improvements are expected?
The answers often determine which properties should be prioritized and which diamond grade is most suitable.
Based on this information, Crownkyn Diamond can help recommend a suitable starting grade for testing...
Conclusion
Successful diamond tool performance depends on more than particle size alone. Crystal strength, particle shape, friability, purity, thermal stability, and PSD all influence how a diamond powder behaves during cutting, grinding, lapping, and polishing.
The challenge is that no single property determines performance on its own. A grade that works well for one application may perform poorly in another. This is why grade selection should be based on the combination of properties required by the process rather than any individual specification.
By understanding how these properties interact, manufacturers can make better material selections, improve process consistency, and achieve more reliable production results.
References
[1] CVD diamond processing tools: A review - PMC Materials research on diamond abrasives.
[2] STUDIES ON NUCLEATION PROCESS IN DIAMOND CVD Synthetic diamond as a manufactured abrasive
[3] MIT Libraries DISCLAIMER OF QUALITY Abrasive Technical sources on grinding.
[4] Material Removal Mechanisms of Polycrystalline Silicon Carbide Particle shape affects abrasive-workpiece interaction.
[5] Penn State Mechanical Engineering. Diamond abrasive friability describe friable grains as more prone to controlled fracture under grinding loads.
[6] Prediction Model and Experimental Verification of Surface Narrow particle size ranges are more consistent.
[7] The Influence of Spreading Metal Powders with Different Particle Larger span values indicate broader particle-size distributions.
[8] Evaluation of thermal damages and residual stresses in dry grinding Excessive grinding temperature is associated with thermal damage to tools and workpiece surfaces.
[9] Accurate Measurement of Temperatures in Industrial Grinding Abrasive contact zones can reach several hundred degrees Celsius or higher under severe grinding conditions.


