How to Choose Diamond Powder for Polishing and Lapping
Introduction
Micron diamond powder has become the industry standard abrasive for precision lapping and polishing of hard-to-machine materials[^1].From semiconductor wafers and optical glass to advanced ceramics and cemented carbide, manufacturers rely on micron diamond powder to achieve the combination of high material removal efficiency, tight dimensional tolerances, and exceptional surface finish required by modern precision manufacturing.
Unlike cutting and grinding, where the primary objective is efficient material removal, lapping and polishing focus on controlling surface finish, scratch depth, flatness, and process consistency. Even small changes in particle size, crystal structure, particle shape, or particle size distribution (PSD) can significantly affect the final surface quality and production efficiency.
Selecting the appropriate diamond powder is therefore not simply a matter of choosing a finer particle size. The optimal choice depends on the application, workpiece material, required surface finish, and process stage, with each selection step influencing the next.
This guide presents a practical, step-by-step approach to selecting micron diamond powder for lapping and polishing applications, helping engineers balance material removal efficiency, surface integrity, and process stability.
Step 1: Define the Application and Workpiece Requirements
Every lapping and polishing process has different objectives, workpiece materials, and surface quality requirements. Before selecting micron diamond powder, it is essential to define the process, the workpiece material, and the desired surface quality.
Unlike cutting and grinding, where diamond abrasives are primarily used in bonded tools, lapping and polishing utilize micron diamond powder in various forms, including polishing wheels, lapping plates, loose abrasives, slurries, and diamond pastes.When loose abrasive processing is selected, the choice of carrier medium also becomes important. Water-based and oil-based diamond slurries offer different lubrication, dispersion, and polishing characteristics. Learn more in our Diamond Polishing Slurry Selection Guide.
These factors establish the foundation for selecting the appropriate crystal structure, particle size, particle shape, wear behavior, and purity throughout the polishing process.
Process Type
- Lapping – Focuses on controlled material removal while maintaining flatness, parallelism, and dimensional accuracy.
- Precision Grinding – Removes material with tighter dimensional control than conventional grinding and often serves as a transition stage before polishing.
- Polishing – Improves surface finish by reducing scratch depth and surface roughness after the desired geometry has been achieved.
- Ultra-Precision Polishing – Used for semiconductor wafers, optical components, and advanced ceramics where nanometer-level surface finish and defect control are required.
Process Objective
- High material removal
- Flatness and dimensional accuracy
- Surface finish (Ra)
- Scratch depth control
- Surface integrity
- Process consistency
Workpiece Material
- Semiconductor Materials (Silicon, SiC, GaN) – Extremely sensitive to scratches, subsurface damage, and particle contamination.
- Optical Materials (Optical glass, sapphire, quartz) – Require exceptional surface finish, flatness, and low scratch depth.
- Advanced Ceramics (Al₂O₃, ZrO₂, Si₃N₄) – Require controlled material removal while minimizing crack propagation and edge chipping.
- Cemented Carbide & Hard Metals (Tungsten carbide, hardened steel) – Require stable material removal, dimensional accuracy, and consistent surface finish.
- Natural Stone & Engineering Materials (Granite, marble, glass-ceramics) – Generally prioritize removal efficiency and productivity over ultra-precision surface quality.
Required Surface Quality
Finally, define the target surface quality before selecting diamond powder.Typical requirements may include target surface roughness (Ra), allowable scratch depth, flatness, material removal rate (MRR), or subsurface damage (SSD), depending on the application.
Typical requirements include:
- Surface roughness (Ra)
- Maximum allowable scratch depth
- Flatness and dimensional tolerance
- Material removal rate
- Process consistency
These requirements establish the performance targets for every subsequent selection step.
Step 2: Choose the Crystal Structure
Crystal structure has a direct influence on how diamond particles fracture, generate new cutting edges, and interact with the workpiece surface. In lapping and polishing, the choice between monocrystalline and polycrystalline diamond powder affects material removal efficiency, scratch depth, surface integrity, and overall process stability.
Rather than determining whether a process can be completed, crystal structure determines how efficiently the material is removed and what level of surface quality can ultimately be achieved.
Monocrystalline Diamond Powder
Monocrystalline diamond particles consist of a single crystal with well-defined crystal planes. They provide high cutting efficiency, predictable fracture behavior, and stable material removal, making them suitable for applications where productivity and consistent removal rates are the primary objectives.
Recommended for:
- Rough lapping and stock removal
- Cemented carbide and hard metal processing
- Stone and engineering materials
- Applications where subsequent finishing steps will remove surface damage
Polycrystalline Diamond Powder
Polycrystalline diamond particles are composed of numerous microcrystals bonded together. As the outer edges wear, new cutting points are continuously exposed, providing a natural self-sharpening effect.[^2] This results in lower cutting forces, shallower scratches, and improved surface integrity during precision finishing.Polycrystalline diamond powder is commonly selected for semiconductor, optical, and other ultra-precision polishing applications where minimizing scratch depth and subsurface damage (SSD) is critical.
Recommended for:
- Precision polishing
- Semiconductor materials
- Optical glass and sapphire
- Advanced ceramics
- Applications requiring ultra-low scratch depth and superior surface finish
Crystal Structure Comparison
| Crystal Structure | Main Characteristics | Typical Applications |
|---|---|---|
| Monocrystalline | High removal efficiency, predictable fracture, stable cutting performance | Rough lapping, stock removal, cemented carbide, stone, engineering materials |
| Polycrystalline | Self-sharpening, lower scratch depth, improved surface integrity | Precision polishing, semiconductors, optics, sapphire, advanced ceramics |
Although both crystal structures are used in lapping and polishing, monocrystalline diamond powder remains the most widely used option across general industrial applications, while polycrystalline diamond powder is primarily selected for high-precision finishing where surface integrity is the dominant requirement.
The crystal structure establishes the overall cutting behavior of the abrasive, but the achievable surface finish is ultimately determined by selecting the appropriate particle size and particle size distribution (PSD). The next step therefore focuses on these two critical parameters.

Step 3: Select the Appropriate Particle Size & Particle Size Distribution (PSD)
Particle size and particle size distribution (PSD) are the two most influential factors in lapping and polishing. While particle size primarily determines material removal rate and achievable surface finish, PSD controls scratch consistency, process stability, and overall polishing quality.
Even when the same nominal particle size is used, differences in PSD can produce significantly different polishing results. For high-precision applications, selecting the appropriate PSD is often just as important as selecting the particle size itself.
Particle Size
Particle size determines the balance between material removal rate (MRR) and surface quality. Larger particles remove material more efficiently but leave deeper scratches, while finer particles produce smoother surfaces with lower scratch depth at the expense of removal rate.
Rather than selecting the finest particle available, engineers typically reduce particle size progressively as machining advances from rough lapping to final polishing[^3].
Typical Micron Diamond Sizes by Process
| Process Stage | Typical Particle Size | Primary Objective |
|---|---|---|
| Rough Lapping | 30–60 μm | High material removal and flatness correction |
| General Lapping | 15–30 μm | Balanced removal rate and surface quality |
| Fine Lapping | 6–15 μm | Improved surface finish with controlled removal |
| Pre-Polishing | 1–6 μm | Reduce scratch depth before final polishing |
| Precision Polishing | 0.25–1 μm | High surface finish and low surface roughness |
| Ultra-Precision Polishing / CMP | <0.25 μm (Nano Diamond) | Nanometer-level surface quality and defect control |
Particle Size Distribution (PSD)
Particle size distribution (PSD) determines how consistently abrasive particles interact with the workpiece. A narrow PSD minimizes oversized particles, resulting in more uniform scratch patterns and improved process repeatability[^4], while a wider PSD generally provides acceptable performance for less demanding applications.
For precision polishing, oversized particles are often the primary cause of unexpected deep scratches[^5], making tight PSD control essential.
Typical PSD Requirements
| Application | Recommended PSD | Reason |
|---|---|---|
| General Lapping | Standard PSD | Provides stable material removal with good productivity |
| Precision Lapping | Narrow PSD | Improves flatness and scratch consistency |
| Optical Polishing | Ultra-Narrow PSD | Minimizes random scratches and surface variation |
| Semiconductor Polishing | Ultra-Narrow PSD | Reduces oversized particles and ensures nanometer-level surface quality |
Selection Summary
- Increase particle size when higher material removal is required.
- Reduce particle size when improving surface finish becomes the priority.
- Select a narrower PSD as precision requirements increase.
- For optical, semiconductor, and ultra-precision polishing, prioritize PSD consistency over material removal efficiency.
For a more detailed comparison of mesh, micron, and nano diamond powders, recommended particle size ranges, and international sizing standards, refer to our Diamond Powder Particle Size Guide: Mesh, Micron and Nano.
Once the appropriate particle size and PSD have been determined, the next step is to select the particle shape that best matches the required polishing behavior. Particle shape further influences material removal characteristics, scratch formation, and the consistency of the finished surface.
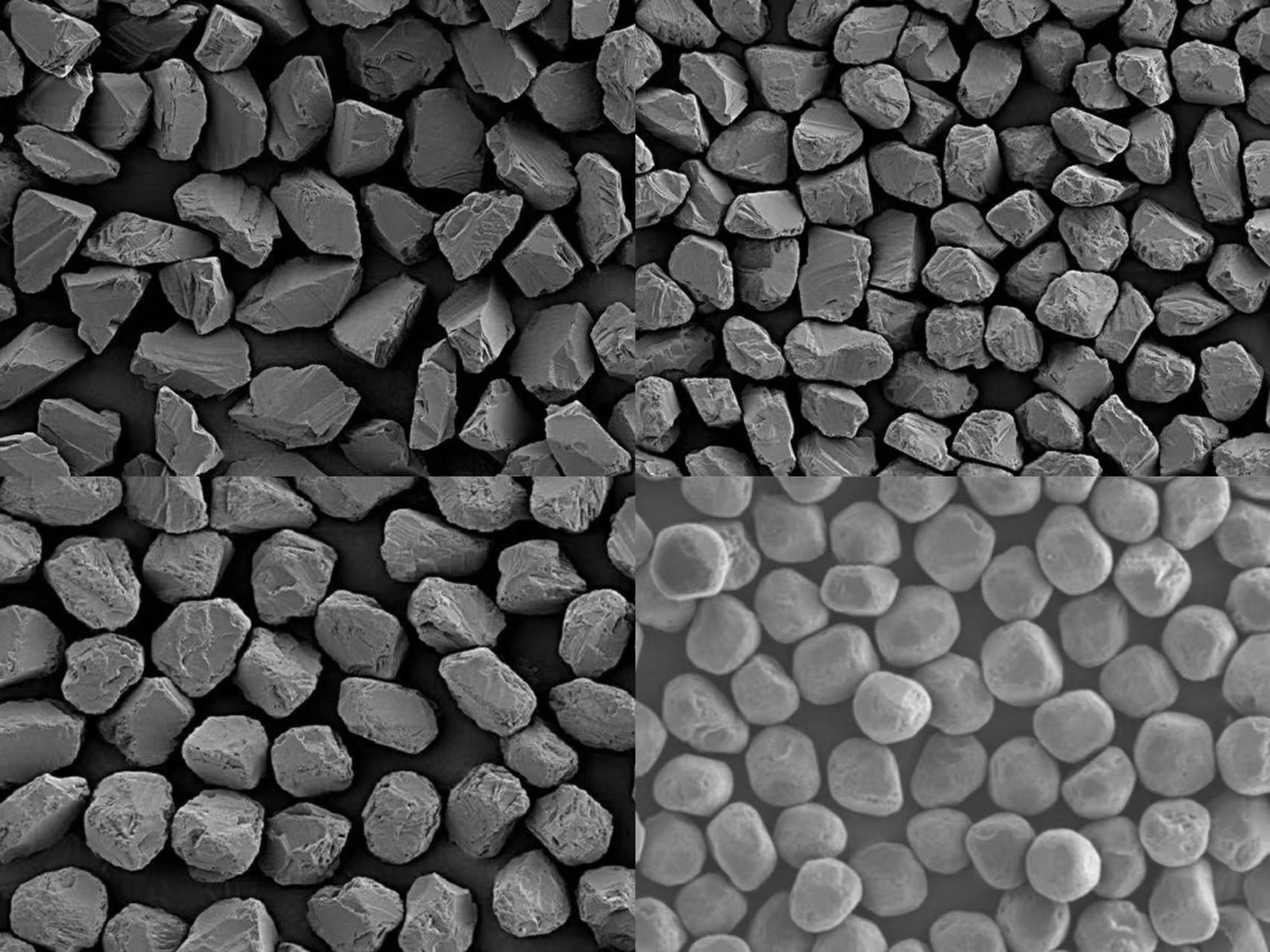
Step 4: Select the Appropriate Particle Shape
Particle shape influences how micron diamond particles contact the workpiece surface during lapping and polishing.[^6] Different particle geometries affect cutting aggressiveness, scratch formation, material removal uniformity, and the achievable surface finish.
Unlike coarse diamond grits used for cutting tools, micron diamond particles are engineered to provide different polishing characteristics rather than simply maximizing cutting efficiency.
Common Particle Shapes
| Particle Shape | Characteristics | Typical Applications |
|---|---|---|
| Blocky | Stable cutting action, uniform material removal, good flatness control | General lapping, carbide, ceramics |
| Semi-Blocky | Balanced cutting efficiency and surface finish | Fine lapping, general polishing |
| Irregular | More cutting edges, higher removal rate, increased scratch depth | Stock removal, rough lapping |
| Rounded / Near-Spherical | Gentle cutting action, reduced scratch depth, excellent surface finish | Precision polishing, optics, semiconductor |
Blocky particles provide stable cutting behavior and predictable material removal. Their relatively uniform geometry helps maintain flatness and dimensional accuracy, making them a common choice for general lapping applications.
Rounded or near-spherical particles generate shallower scratches and more uniform surface finishes. They are widely used in precision polishing processes where minimizing surface damage is more important than maximizing removal rate.
Once the appropriate particle shape has been selected, the next step is to determine the required wear behavior. Particle toughness and self-sharpening characteristics influence how consistently the abrasive performs throughout the lapping and polishing process.
Step 5: Select the Appropriate Wear Behavior
The wear behavior of micron diamond powder is largely determined by the strength of the original diamond crystals used during manufacturing. Higher-strength raw materials produce micron diamond particles with greater wear resistance and more stable cutting behavior, while lower-strength raw materials fracture more readily, continuously exposing new cutting edges.
This balance between wear resistance and self-sharpening directly influences material removal efficiency, surface finish, process stability, and production cost. Selecting the appropriate wear behavior is therefore essential for achieving the best overall polishing performance.
High-Strength Micron Diamond Powder
High-strength micron diamond powder is manufactured from premium synthetic diamond crystals with excellent wear resistance and stable cutting behavior. The particles retain their geometry for longer periods, resulting in consistent material removal and reduced random scratching.
Recommended for:
- Metal-bond polishing wheels
- Precision lapping
- Optical components
- Semiconductor materials
- Difficult-to-machine ceramics and cemented carbide
- Applications requiring long service life and stable surface quality
Medium-Strength Micron Diamond Powder
Medium-strength micron diamond powder provides a balance between wear resistance and self-sharpening. It offers stable polishing performance while maintaining reasonable material removal efficiency, making it suitable for most general lapping and polishing operations.
Recommended for:
- General-purpose lapping
- Resin-bond polishing wheels
- Mold and die polishing
- General ceramic processing
High-Friability Micron Diamond Powder
High-friability micron diamond powder fractures more readily during operation, continuously exposing fresh cutting edges[^7]. This self-sharpening behavior improves material removal efficiency and is commonly used in applications where removal rate is prioritized over long-term particle durability.
It should not be confused with polycrystalline diamond powder, which also exhibits self-sharpening characteristics[^8] but is primarily selected for ultra-precision polishing of semiconductor, optical, and other high-value materials where minimizing scratch depth and subsurface damage[^9] is the primary objective.
Recommended for:
- High stock removal
- Resin-bond systems
- Initial polishing stages
- Applications where frequent abrasive renewal is acceptable
Wear Behavior Comparison
| Wear Behavior | Main Characteristics | Typical Applications |
|---|---|---|
| High Wear Resistance | Stable cutting, long particle life, low scratch variation | Metal-bond wheels, optics, semiconductors, advanced ceramics |
| Balanced Wear Resistance | Balanced wear and self-sharpening | General lapping and polishing |
| High Self-Sharpening | Fast cutting, high removal rate, shorter particle life | Resin-bond wheels, stock removal, rough polishing |
Selection Principles
The objective is not to select the highest-strength micron diamond powder, but to select the grade that best matches the workpiece material, process conditions, and required surface quality.Higher wear resistance does not always result in better polishing performance. Excessively wear-resistant particles may lose cutting efficiency if they become dull during operation, while highly friable particles may wear too quickly for precision finishing.
The optimal choice depends on the workpiece material, bond system, process stage, and required surface quality[^10]. High-strength micron diamond powder generally offers superior performance for precision and difficult-to-machine materials[^11], whereas more friable grades are often preferred for applications requiring higher material removal efficiency.
Because higher-strength synthetic diamond crystals require better raw materials and more demanding manufacturing processes, they also carry a higher production cost. Selecting the appropriate grade therefore involves balancing performance requirements with overall process economics, rather than simply choosing the highest-strength diamond powder available.
Particle wear behavior determines how the abrasive performs throughout the polishing process, but achieving ultra-precision surface quality also depends on particle cleanliness. The final step is therefore to consider the purity requirements of the application. For a detailed explanation of crystal strength, friability, and Thermal Toughness Index (TTI), see our Synthetic Diamond Powder Properties Guide.
Step 6: Select the Appropriate Purity
Purity determines the level of residual metallic impurities, graphitic carbon, and other contaminants remaining in the diamond powder. In most conventional lapping and polishing applications, these impurities have little influence on machining performance. However, in optical, semiconductor, and ultra-precision finishing, even trace contamination can increase scratch defects, reduce surface consistency, and affect cleaning efficiency.
Higher-purity micron diamond powder is typically produced from higher-grade synthetic diamond crystals and can be further refined through acid or alkaline purification to remove residual contaminants and improve surface cleanliness.
Typical Purity Selection
| Purity Level | Typical Impurity Level* | Recommended Applications | Main Benefits |
|---|---|---|---|
| Standard Purity | Typically < 1,000 ppm | General lapping, mold & die, carbide processing, stone polishing | Cost-effective performance for conventional finishing |
| High Purity | Typically < 50 ppm (or lower) | Optical components, semiconductor materials, advanced ceramics, ultra-precision polishing | Reduced contamination, improved surface consistency, lower defect rates |
*Typical impurity levels vary depending on the manufacturer, raw material grade, and customer specifications.
High purity should be selected when contamination control is critical rather than simply to improve cutting performance. For most industrial lapping and polishing applications, standard-purity diamond powder provides excellent machining performance at a lower cost. Higher-purity products become increasingly valuable as surface finish requirements move from micron-level machining to sub-micron or nanometer-level precision finishing.
Ultimately, purity should be selected according to the application's cleanliness requirements. Choosing a higher-purity grade than necessary rarely improves productivity but increases material cost. Selecting the appropriate purity helps achieve the required surface quality while maintaining overall process efficiency and cost control.
Conclusion
Micron diamond powder has become the industry standard abrasive for precision lapping and polishing across a wide range of industries, from cemented carbide and advanced ceramics to semiconductor wafers, optical components, sapphire, and other ultra-precision applications.
Successful diamond powder selection is not determined by a single property, but by balancing crystal structure, particle size, PSD, particle shape, wear behavior, and purity according to the workpiece material, machining stage, and required surface quality. The objective is not to select the highest-grade diamond powder, but the grade that best matches the application's technical requirements while maintaining cost-effective production.
In addition to standard micron diamond powders, specialized solutions—including customized PSD, particle shape optimization, high-purity grades, polycrystalline diamond powder, and agglomerated diamond products—can further improve polishing performance for demanding optical, semiconductor, and advanced materials applications.
Crownkyn Diamond offers customized micron diamond powder solutions, including:
- Customized particle size distributions (PSD)
- Particle shape optimization
- Purity control
- Monocrystalline and polycrystalline diamond powders
- Agglomerated diamond products
- Trial samples and application evaluation
- Technical support for polishing process optimization
We help manufacturers achieve consistent polishing performance and superior surface quality.
Reference
[1] Examination of the Material Removal Rate in Lapping – OAKTrust, Texas A&M University Supports the use of micron diamond powder for precision lapping and polishing of hard and brittle materials.
[2] A Novel Agglomerated Diamond Abrasive with Excellent Micro-Cutting Performance – ScienceDirect Supports the self-sharpening behavior of polycrystalline and agglomerated diamond abrasives during precision polishing.
[3] Grinding and Polishing Supports the use of progressively finer diamond abrasives from rough lapping to final polishing.
[4] Analysis of Scratches Formed on Oxide Surface During Chemical Mechanical Polishing Supports the importance of narrow particle size distribution (PSD) for reducing oversized-particle scratches and improving polishing consistency.
[5] Study on the Electrorheological Ultra-Precision Polishing Process – PMC Supports the influence of oversized abrasive particles and agglomerates on scratch formation during ultra-precision polishing.
[6] Mechanics of the Pad–Abrasive–Wafer Contact in Chemical Mechanical Polishing Supports the influence of particle shape on contact mechanics, material removal, and polishing performance.
[7] Grinding Wheel Design and Abrasive Friability – John Wiley & Sons Supports the relationship between friability, abrasive fracture, and self-sharpening behavior.
[8] Influence of the Geometrical Features of the Cutting Edges of Polycrystalline Diamond – PMC Supports the self-sharpening mechanism of polycrystalline diamond abrasives.
[9] Recent Advances in the Characterization of Subsurface Damage – PMC Supports ultra-precision polishing requirements for minimizing scratch depth and subsurface damage in optical and semiconductor materials.
[10] Grinding Wheel Selection – Purdue University Supports abrasive selection based on workpiece material, bond system, process stage, and required surface quality.
[11] Research Progress on Additively Manufactured Diamond Tools – PMC Supports the application of high-strength diamond abrasives for precision machining of difficult-to-machine materials.
[12] Polishing Scratch – ScienceDirect Topics Supports the relationship between polishing media cleanliness, contamination control, and scratch reduction in precision finishing.


